

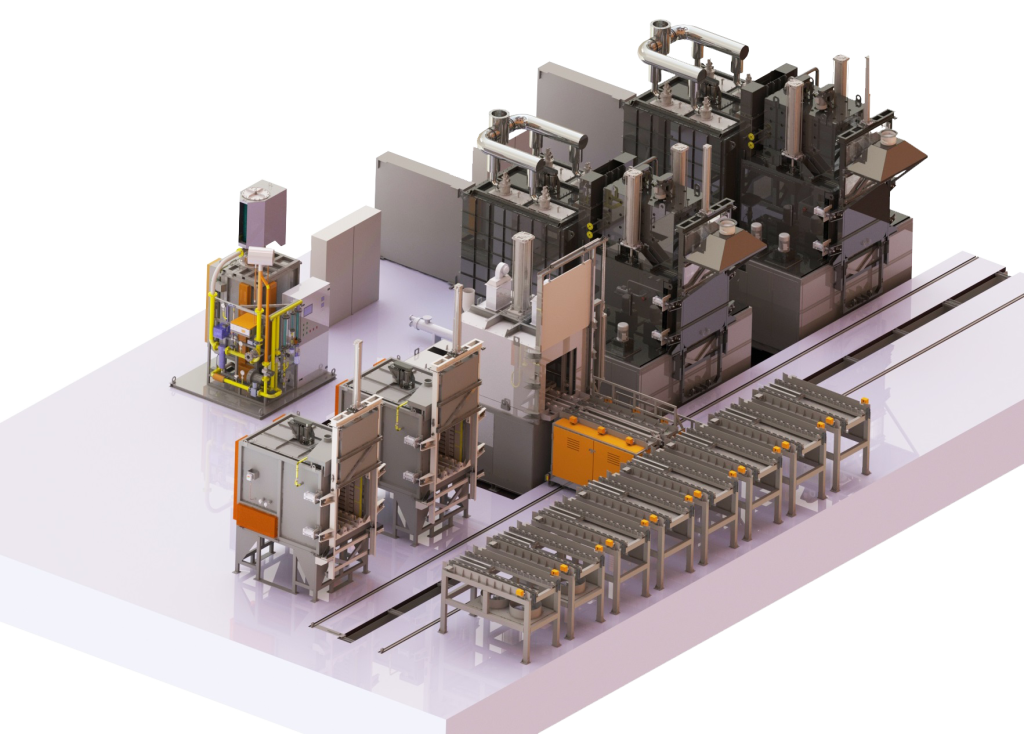
Автоматизированный комплекс на базе шахтных печей СШОА
Автоматизированный термический комплекс разработан для автоматического выполнения операций термической обработки изделий серийного и мелкосерийного производства с возможностью гибкой перенастройки как режимов, так и последовательности выполняемых термических операций.
Автоматизированный термический комплекс состоит из автономных единиц термического оборудования, объединенных в единую систему манипулятором перегрузки и станцией управления на базе PLC.
- Отжиг
- Аустенизация
- Закалка в соль, воду, масло или раствор полимера
- Промывка после закалки в масле
- Отпуск
- Цементация
- Азотирование
Возможна комплектация печами как с защитной (азот, эндогаз), так и с воздушной атмосферой.
Термический комплекс реализует выполнение следующих функций:
- Забор загрузочной оснастки с изделиями с площадки сборки садки
- Перенос и загрузка оснастки в печь
- Поддержание необходимых режимов обработки в печи
- Выгрузка оснастки из печи или перенос в следующую единицу термического оборудования или на площадку разгрузки в зависимости от текущей программы
Загрузочные и разгрузочные работы проводятся манипулятором перегрузки, имеющим возможность захвата загрузочной оснастки без участия оператора, при этом открытие и закрытие крышек печей производится автоматически.
Шахтное исполнение печей и трехкоординатное перемещение манипулятора позволяет минимизировать площадь, занимаемую термическим оборудованием.
Теплоизолированный стакан манипулятора перегрузки защищает агрегат от теплового излучения раскаленной садки при выполнении операций перегрузки.

Возможна работа термического комплекса как в автоматическом режиме по предварительно введенной программе, так и в полуавтоматическом режиме путем нажатия оператором соответствующих кнопок на пульте управления. В этом случае возможно также отдельное задание режимов работы каждой печи или ванны в агрегате.
Автоматизированное управление, как единицами оборудования, так и комплексом в целом позволяют исключить влияние человеческого фактора, обеспечивать высокую стабильность технологических параметров и воспроизводимость получаемых результатов обработки, а также максимальную гибкость проведения процессов, как в отношении номенклатуры изделий, так и в отношении технологических режимов, в том числе при мелкосерийном производстве.
Распределенная система управления комплексом построена на базе высокопроизводительного программируемого контроллера с сенсорной операторской панелью.

|

|

|
Операторская панель служит для:
- задания программ работы термического комплекса;
- визуализации текущих режимов термообработки в элементах комплекса;
- визуализации состояния механизмов комплекса;
- архивирования данных и подключение к ПК для просмотра информации по работе печи;
- сигнализации аварийных ситуаций.

Панель имеет дружественный интерфейс, понятный при первых шагах освоения оборудования.
Все силовое оборудование печей, ванн и механизмов смонтировано в отдельных шкафах, устанавливаемых непосредственно рядом с агрегатом.
Преимущества
- высокая точность регулирования режимов ТО за счет использования передовых алгоритмов регулирования и высокоскоростных полупроводниковых устройств коммутации.
- исключение влияния человеческого фактора за счет автоматического управления на базе PLC;
- уменьшение занимаемой площади за счет шахтного исполнения печей, трехкоординатного манипулятора и отличных теплоизоляционных качествах футеровочных материалов;
- максимальная универсальность использования в условиях быстрой смены выпускаемых изделий;
- высокая надежность оборудования за счет максимально удаленных механизмов от теплонагруженных зон печей;
- полная прослеживаемость за счет архивирования режимов системой управления.
Пример условного обозначения СШОА 10.20/7-О-С-ПС-ВО
О – нагрев под закалку в окислительной атмосфере
С – закалка в расплавах соли
ПС – промывка от соли
Доступные типоразмеры
| Наименование | Размер рабочей камеры диаметр–высота, мм (D–F) | Масса садки, кг |
| СШОА 8.12/10 | 800х1200 | 600 |
| СШОА 10.15/10 | 1000х1500 | до 1500 |
| СШОА 10.20/10 | 1000х2000 | до 3000 |