

АСУ ТП ХТО
Автоматизированная система управления технологическими процессами цементации — АСУ ТП ХТО
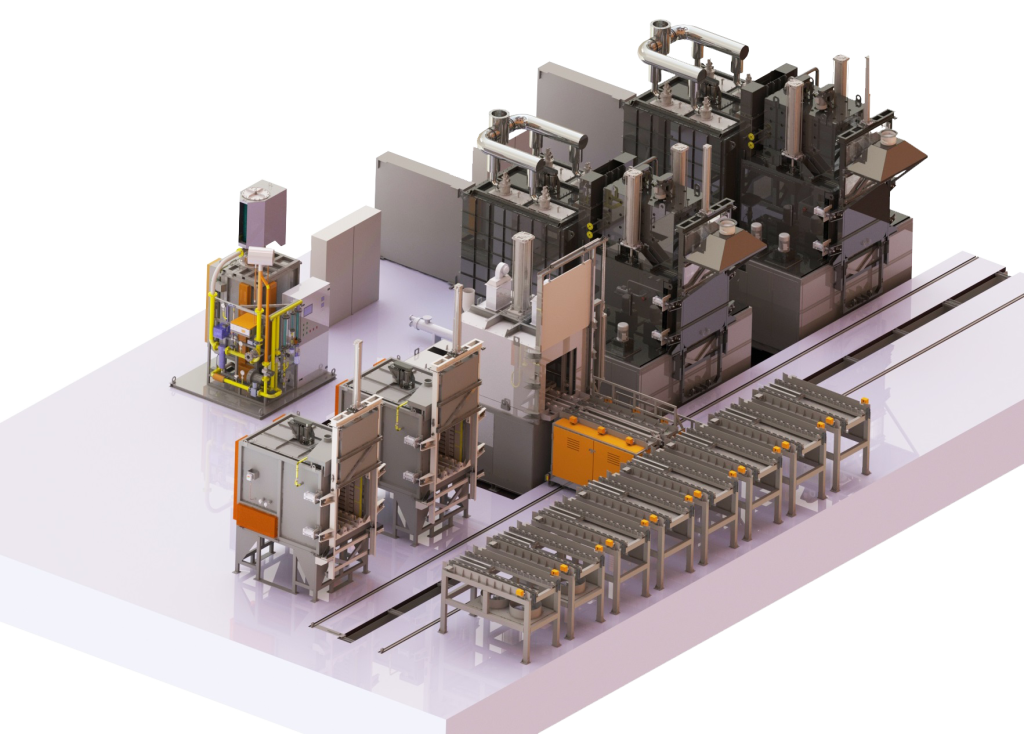
С 2020 г. наша компания приступила к выпуску печей цементации нового поколения с рецептурной системой управления: автоматизированной системой управления технологическими процессами цементизации АСУ ТП ХТО - соответствует исполнению печей И20, И21, И48, И49.
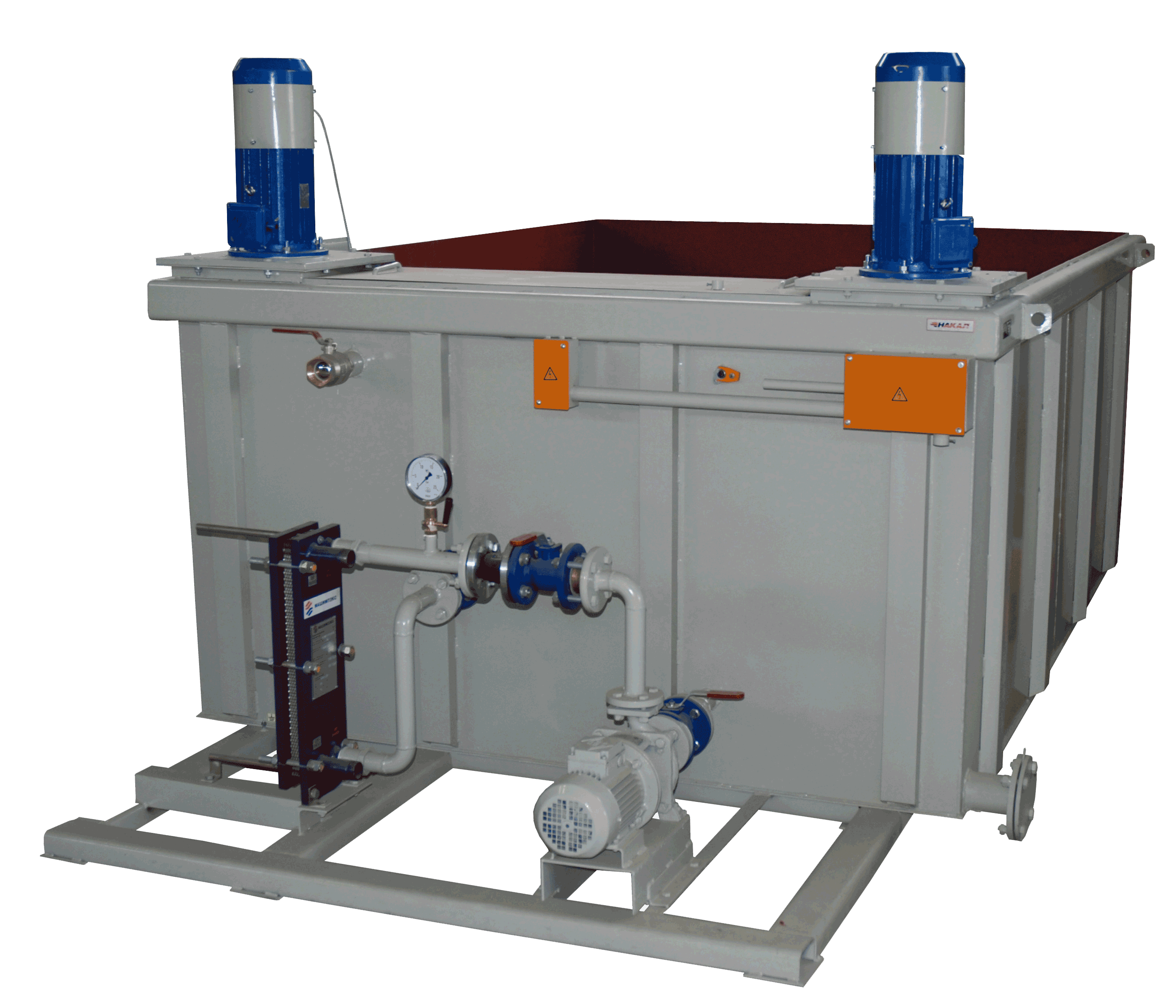
Предлагаемая система управления явилась результатом эволюции конструкции оборудования, предназначенного для проведения процессов цементации, и удовлетворяет потребности наших заказчиков в автоматических системах управления технологическими процессами. Система АСУ ТП ХТО состоит из шкафа управления и панели обеспечения подачи необходимого количества карбюризатора и окислителя.
Для возможности выбора нашими заказчиками наиболее оптимального исполнения печи цементации, мы предлагаем различные варианты исполнения печи в зависимости от системы управления и типа используемого карбюризатора:
- на базе жидкостного карбюризатора - керосин, синтин;
- на базе газообразного карбюризатора - природный газ, пропан-бутановая смесь;
Линия подачи газообразного карбюризатора и линия подачи газообразного окислителя оснащены индивидуальными высокоточными электронными регуляторами массового расхода газа и интеллектуальной электронной системой управления регуляторами расхода. Подача жидкого карбюризатора и окислителя осуществляется из контейнеров при помощи дозирующих насосов мембранного типа с заданием расхода карбюризатора и окислителя.
Система управления АСУ ТП ХТО расположена в электронном шкафу управления с универсальной ЖК панелью оператора и реализована на базе программируемого логического контроллера.
На контроллере создается набор рецептов – программ изменения температуры, углеродного потенциала, подачи карбюризатора и подачи окислителя.
Параметры управления технологическим процессом во времени:
Время (минуты)
Температура (°С)
Углеродный потенциал (% С)
Расход окислителя (мл/час)
Система управления отслеживает и управляет двумя каналами:
- Температурой – для управления, контроля и регулирования используется первичный преобразователь - термопара в связке со вторичным преобразователем и программируемым логическим контроллером.
- Углеродным потенциалом печной атмосферы - для управления, контроля и регулирования используется кислородный циркониевый зонд погружного типа в связке с преобразователем – вычислителем углеродного потенциала.
Подача технологических жидкостей (карбюризатора и окислителя) - из контейнеров, расположенных на панели МППА, при помощи индивидуальных дозирующих насосов мембранного типа, с внешним управлением подачи жидкости от контроллера.
МППА обеспечивает подачу необходимого количества карбюризатора и окислителя для получения атмосферы эндогазового состава в печах цементации и регулировки углеродного потенциала.
Управление подачей карбюризатора и окислителя – автоматическое, по программе контроллера.
Сохранение текущих параметров процесса выполняется на SD-карте с последующим преобразованием данных в графики параметр-время.
.png "9 (2).png")
|
.png "3 (2).png")
|
|
ЖК панель оператора программируемого контроллера с индикацией состояния о текущих параметрах процесса и работы оборудования, диагностируемых системой управления.
|
Пример программы цементации с автоматическим управлением углеродным потенциалом и температурой на ЖК экране панели оператора программируемого контроллера.
|
.png "3 (1).png")
|
Пример архивирования параметров процесса цементации - углеродного потенциала, подачи воды и керосина. Углеродный потенциал управляется изменением подачи воды. Сохраняется на SD-карте, преобразуется в графики параметр-время |
Преимущества:
-
использование автоматизированной системы управления технологическим процессом, включая программное изменение во времени температуры и углеродного потенциала, значительно снижает влияние человеческого фактора на процесс цементации, исключает брак по микроструктуре и приводит к снижению затрат на термообработку за счет исключения операций, исправляющей структуру цементованного слоя и значительно экономятся средства на замену оснастки и реторт, которые, при отказе от регулирования атмосферы быстро насыщаются углеродом с соответствующим снижением температуры применения;
-
использование автоматизированной системы расширяет возможности по управлению микро-структурой цементованного слоя;
-
возможность работы на различных уровнях доступа: в режиме технолога и в режиме оператора, формирование новой и сохранение созданной программы в библиотеке рецептов, архивирование различных параметров процесса: углеродного потенциала, подачи воды и подачи керосина.
-
простота и удобство ведения процесса цементации, визуализация данных процесса на ЖК экране контроллера, современный внешний вид.
Технические характеристики:
| Модель |
АСУ ТП ХТО-01 |
АСУ ТП ХТО-02 |
АСУ ТП ХТО-13 | АСУ ТП ХТО-14 |
|
Назначение |
цементизация, светлая закалка |
цементизация, нитроцементизация, светлая закалка |
цементизация, светлая закалка |
цементизация, нитроцементизация, светлая закалка |
|
Установленная мощность, ВА, не более |
500 | |||
|
Потребление керосина, мл/час |
0,05...0,6 | 0,05...0,6 | - | - |
|
Потребление вода, мл/час |
0,05...0,6 | 0,05...0,6 | - | - |
|
Потребление аммиака, л/час |
- | 10 | - | 10 |
| Давление в линии подачи аммиака, кПа | - | 3,5 | - |
3,5 |
|
Потребление природного газа или пропан-бутановой смеси, л/час |
- | - | Природный газ 80…500 Пропан-бутан 30…200 | Природный газ 80…500 Пропан-бутан 30…200 |
|
Давление в линии подачи пропана (природного газа), кПа |
- | - | 3,5 | 3,5 |
|
Параметр регулирования прибора |
Углеродный потенциал, %С/температуры | |||
|
Точность поддержания углеродного потенциала |
±0,03 %С | |||
|
Точность поддержания температуры |
±2°С | |||