|
ЗАГРУЗОЧНЫЙ БУНКЕР
|
|
Бункер представляет собой корпус, выполненный из конструкционной стали. Загрузка в бункер осуществляется сверху. Подача материала из бункера производится через отверстие в нижней части бункера на конвейерную ленту промывочной машины.
|
КОНВЕЙЕРНАЯ ПРОМЫВОЧНАЯ МАШИНА
Конструктивно камера промывочной машины выполнена в сварном каркасе из листа и металлического профиля. Окна загрузки и выгрузки расположены по разные стороны камеры.
Подогрев промывочной жидкости осуществляется трубчатыми электронагревателями (ТЭНами) в баке, расположенным под промывочной камерой.
Перемещение деталей в камере и выгрузка на конвейер отпускной печи осуществляется с помощью сетчатой конвейерной ленты из нержавеющей проволоки и электромеханического привода.
Система распыления промывочной жидкости выполнена с форсунками из нержавеющей стали, которые расположены со всех сторон внутри камеры.
Контроль и регулирование температуры промывочной жидкости осуществляется от датчика температуры, подключенного к терморегулятору, установленного в шкафу управления. Датчик температуры установлен в баке с промывочной жидкостью.
|
|
КОНВЕЙЕРНАЯ ЗАКАЛОЧНАЯ ЭЛЕКТРОПЕЧЬ
|
|
Электропечь представляет собой герметичную рабочую камеру, которая расположена в сварном герметичном каркасе и оснащена высокоэффективной теплоизоляцией.
Каркас печи изготовлен из стальных профилей, покрытых листами конструкционной стали и представляет собой сварную герметичную конструкцию усиленной жесткости и прочности.
Нагреватели спирального типа из проволоки выполнены выемными, для обеспечения возможности быстрой замены. Расположены под сводом печи и на поду, обеспечивая равномерный двухсторонний прогрев садки сверху и снизу.
|
|
КОНВЕЙЕР
Перемещение деталей внутри закалочной печи осуществляется по жаропрочной ленте, составленной из литых жаропрочных звеньев с температурой применения до 1100 ºС. По краям конвейерной ленты расположены звенья с бортиками для исключения возможности смещения деталей с ленты.
Выгрузка деталей из печи в закалочный бак осуществляется через жаропрочный короб.
|
|
ГЕНЕРАТОР ПЕЧНОЙ АТМОСФЕРЫ
Для создания печной атмосферы в комплект входит эндогенератор НКЭ-30 или НКЭ-60 в зависимости от модели печи.
|
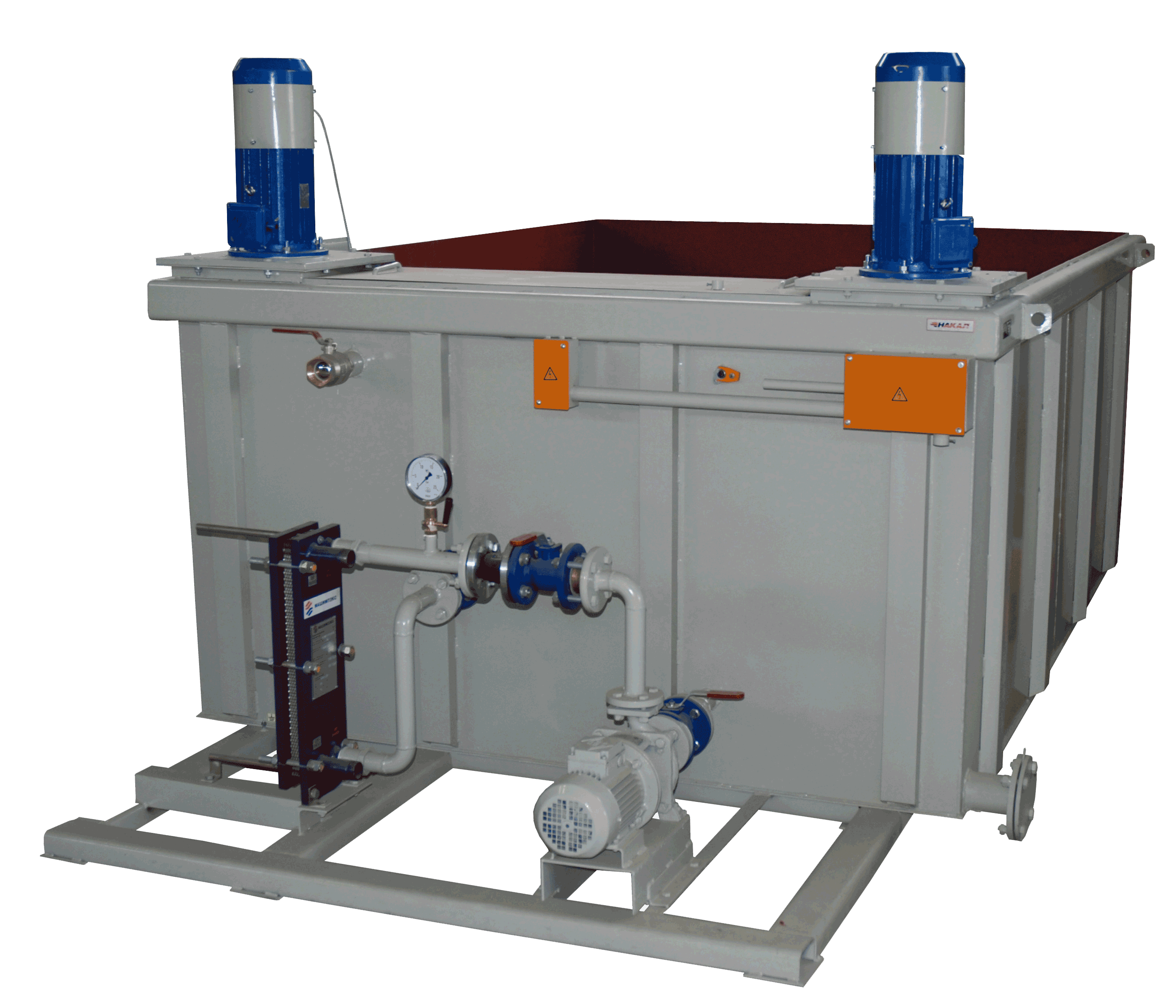
ВАННА КОНВЕЙЕРНАЯ ЗАКАЛОЧНАЯ
Бак ванны закалочной масляной представляет собой герметично сваренную стальную емкость, усиленную профильным металлопрокатом. Система перемешивания – мешалка с электроприводом, обеспечивающая равномерное сбивание паровой рубашки с изделий при закалке и получение стабильной твердости.
Контроль и регулирование температуры закалочной жидкости осуществляется автоматически от термометра сопротивления, установленного в рабочем пространстве бака.
Подъем и выгрузка деталей из закалочной ванны на конвейер промывочной машины осуществляются по горизонтально-наклонному транспортеру с возможностью автоматического управления скоростью движения.
|
КОНВЕЙЕРНАЯ ОТПУСКНАЯ ПЕЧЬ
|
Электропечь представляет собой рабочую камеру, которая расположена в сварном каркасе и оснащена высокоэффективной теплоизоляцией.
Каркас печи изготовлен из стальных профилей, покрытых листами конструкционной стали и представляет собой сварную конструкцию усиленной жесткости и прочности.
Нагревательные элементы выполнены в соответствии с действующими правилами по безопасности и расположены на своде печи и поду.
Загрузочное и разгрузочное окна печи оснащены шторками из муллитокремнеземистой ткани для предотвращения подсоса холодного воздуха в рабочее пространство печи.
Отпускная печь оборудована системой принудительной циркуляции печной атмосферы, что обеспечивает перепад температуры в различных точках рабочего пространства печи не более ±5ºС.
|
|

|
|
Система управления построена на базе PLC и обеспечивает полностью автоматизированное управление агрегатом.
Установка контроля скорости конвейеров задается на лицевой панели шкафа управления.
Система управления регулирует:
- Температуру по зонам печей на основании данных с термопар, установленных в печи;
- Подачу технологического газа в рабочее пространство закалочной печи;
- Температуру закалочной и промывочной жидкостей на основании данных термосопротивлений, установленных в закалочном баке и баке промывочной машины;
- Скорость перемещения деталей по рабочему пространству печей.
Система управления обеспечивает сигнализацию:
- Падения уровня закалочной жидкости;
- Превышения максимальной температуры в печах;
- Срабатывания блокировок движения конвейерной ленты;
- Превышения уровня моющей жидкости.
|











{kind=link}